از آنجایی که جوشکاری دستی TIG جوشکاری قوس تنگستن با گاز یا GTAW به طرز دردناکی کند است، اولین فکری که بسیاری از کارگاهها میکنند، خودکار کردن آن با ربات جوشکار است.
تعداد جوشکاران ماهر در حالی که تقاضای تولید رو به افزایش است، رو به کاهش است. طبیعتاً شما میخواهید بفهمید که چگونه فرآیند جوشکاری را سریعتر کنید.
شما در شرف یادگیری برخی اطلاعات حیاتی در مورد جوشکاری رباتیک TIG هستید تا ببینید آیا این روش برای کسب و کار شما مناسب است یا خیر. ما همچنین یک جایگزین ممکن برای بهرهوری بالاتر و سهولت استفاده به شما نشان خواهیم داد.
جوشکاری TIG رباتیک معمولاً از نظر اقتصادی مقرون به صرفهترین روش جوشکاری خودکار نیست. TIG یک فرآیند جوشکاری چالش برانگیز با تنظیمات زیاد و مقاومت کم در برابر خطا یا آلودگی است.
با یک ربات TIG سریعتر از جوشکاری دستی جوشکاری خواهید کرد. اما حتی با یک ربات TIG کندترین فرآیند جوشکاری است.
اتوماسیون و ربات های صنعتی بهرهوری را بهبود میبخشد، اما خودکارسازی TIG به تلاش بیشتری نسبت به سایر فرآیندهای جوشکاری مانند MIG نیاز دارد.
علاوه بر بهرهوری پایین، با جوشکاری TIG رباتیک با چالشهایی مانند موارد زیر روبرو خواهید شد:
فرآیند جوشکاری TIG پیچیدهتر از MIG است : مگر اینکه واقعاً مجبور به استفاده از TIG باشید، در غیر این صورت برای تنظیم هر قطعه روی یک ربات همکار با تلاش زیادی روبرو خواهید شد. تنظیم تفنگ MIG معمولاً سادهتر از مشعل TIG است و تنظیمات آن نیز همینطور. به عنوان مثال، جوشکاری آلومینیوم AC TIG میتواند نیاز به تنظیم تعادل AC، فرکانس AC، دامنه AC، شکل موج و تنظیمات پالس داشته باشد. با MIG، بیشتر با سرعت تغذیه سیم (WFS) و ولتاژ قوس سر و کار خواهید داشت. برای "روی هم قرار دادن قطعات" با MIG رباتیک، باید تنظیمات اضافی دیگری را تنظیم کنید، اما این کار ممکن است با یک ربات TIG نیز بسته به آنچه میخواهید به دست آورید، ضروری باشد. بنابراین، در حالی که TIG رباتیک فرآیند را سرعت میبخشد، اما نسبت به MIG، مزایای کمتری از اتوماسیون ارائه میدهد.
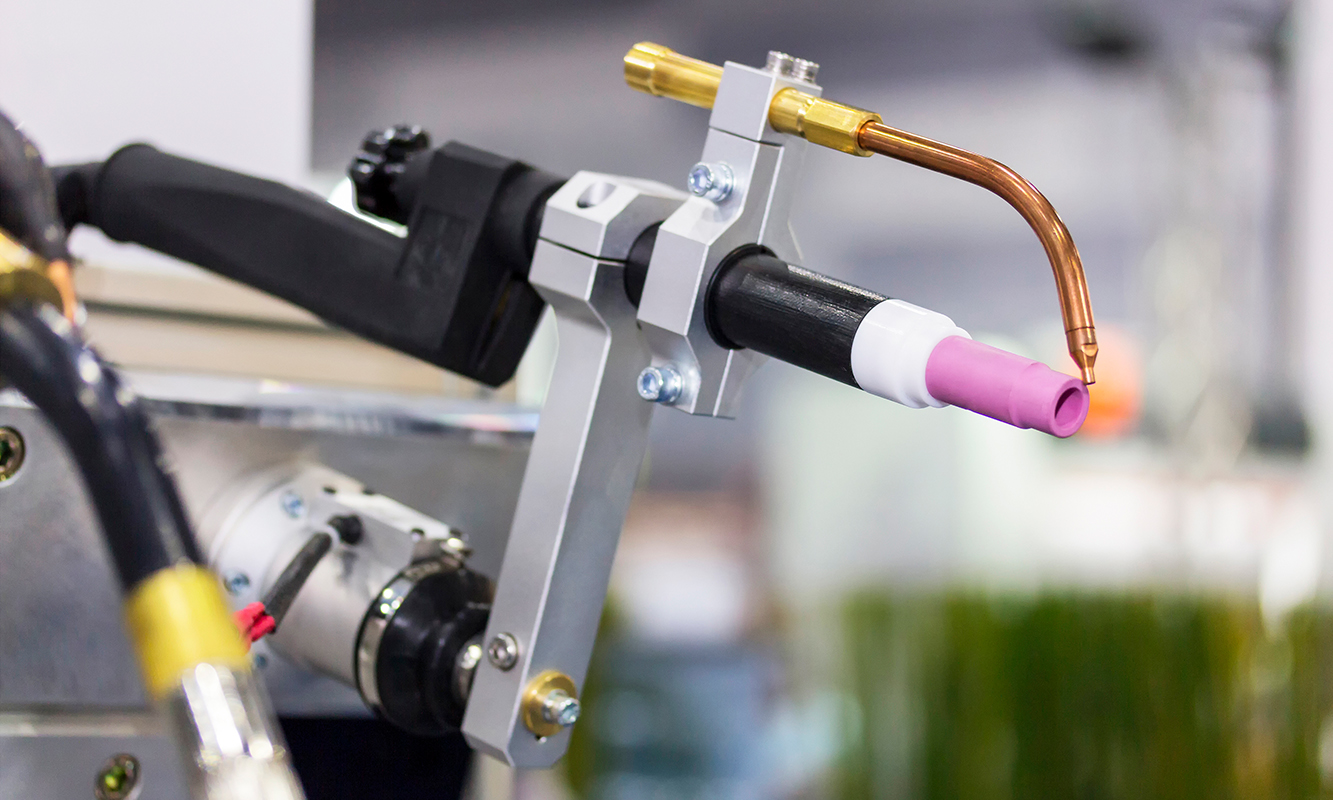
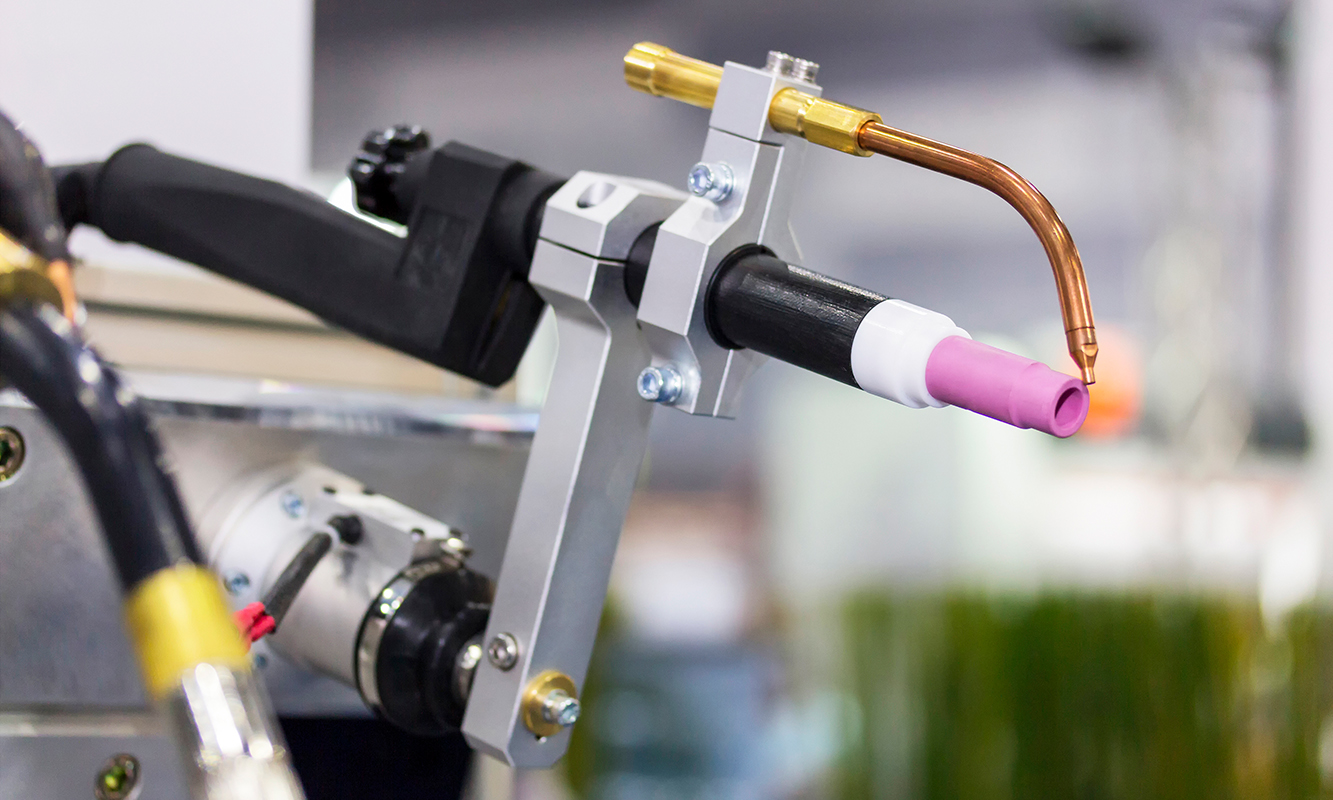
مشعل TIG حجیم : اگر از یک تغذیهکننده سیم با یک TIG رباتیک استفاده کنید، مشعل میتواند بسیار حجیم شود. ممکن است در دسترسی به اتصالات محکم مشکل داشته باشید. در مقابل، مشعل MIG بسیار جمع و جورتر است زیرا سیم به جای اینکه به طور مستقل تغذیه شود، مستقیماً از طریق قوس تغذیه میشود.
سرعت پایین تغذیه سیم : حتی با یک ربات، سیم را نمیتوان به سرعت MIG تغذیه کرد.
رفت و برگشت زیاد با منبع تغذیه : نرمافزار جوشکاری رباتیک TIG معمولاً به شما اجازه نمیدهد منبع تغذیه را در رابط نرمافزار کنترل کنید. و از آنجایی که TIG تنظیمات جوش زیادی دارد که میتوانید از آنها استفاده کنید، این به معنای تنظیمات مکرر در منبع تغذیه است.
فرسایش الکترود تنگستن : الکترود تنگستن با استفاده فرسایش مییابد و بر ویژگیهای قوس تأثیر میگذارد. بنابراین، شما باید آن را رصد کرده و فرآیندی را برای جایگزینی آن طراحی کنید.
محافظت از ربات در برابر جوشکاری فرکانس بالای TIG : شروع با HF بهترین روش شروع قوس TIG برای از بین بردن کامل احتمال آلودگی تنگستن است. با این حال، HF یک شوک انرژی ایجاد میکند که میتواند در برنامهریزی ربات اختلال ایجاد کند یا به واحد آسیب برساند. اگر مایل به استفاده از HF هستید، باید روی بازوهای ربات سختکاری شده با کابلهای محافظ سرمایهگذاری کنید. یا میتوانید از سیستم بالابر TIG استفاده کنید. در صورت اجرای صحیح، احتمال آلودگی تنگستن ناچیز است. اما، این امر میتواند نیاز به احتیاط بیشتری از طرف اپراتور داشته باشد.
سریعتر از جوشکاری دستی TIG
کنترل بهتر ورودی گرما نسبت به TIG دستی
تکرارپذیری جوشکاری به طور قابل توجهی بهبود یافته است
کاهش دوباره کاری
سود بالاتر
برنامهنویسی یک ربات/کوبوت TIG نیاز به متخصص TIG بودن دارد، زیرا عوامل فرآیند پیچیده هستند.
بسیاری از متغیرهای جوشکاری که میتوانند بر کیفیت جوش تأثیر بگذارند.
سرعت تغذیه سیم کم.
اگرچه TIG رباتیک سریعتر از جوشکاری دستی است، اما همچنان از سایر فرآیندهای جوشکاری کندتر است.
HF میتواند با ربات تداخل داشته باشد یا به آن آسیب برساند.
فرسایش تنگستن میتواند باعث نقص جوش یا جوشهای ناهمگون شود
مشعل TIG رباتیک حجیم میتواند دسترسی به اتصالات محکم را دشوار کند.

قبل از اینکه به اتوماسیون جوشکاری فکر کنید، باید از دو نوع ربات جوشکاری آگاه باشید.
رباتهای سنتی سریع حرکت میکنند و برای کار در یک منطقه اختصاصی با دسترسی محدود در نظر گرفته شدهاند. با توجه به ماهیتشان، به اقدامات ایمنی بیشتری مانند اسکنرهای منطقهای و حصارها نیاز دارند. این رباتها معمولاً به دانش یک زبان برنامهنویسی نیاز دارند و برنامهریزی یک قطعه میتواند ساعتها یا روزها طول بکشد. آنها اغلب برای تولید انبوه و سریالی استفاده میشوند.
رباتهای همکار (کوبوتها) در کنار اپراتورهای شما کار میکنند. برنامهریزی آنها بسیار آسانتر است و برای کارهای با ترکیب بالا و حجم کم ایدهآل هستند. کوبوتها دارای اقدامات ایمنی ذاتی مانند محدودیت سرعت و نیرو هستند؛ از این رو، نمیتوانند به کارگران آسیبی برسانند. برای بسیاری از دستههای قطعات کم تا متوسط، کوبوتها اقتصادیترین گزینه هستند. با یک کوبوت مناسب، کارکنان خودتان میتوانند از آن استفاده کنند و میتوانند ربات را به سرعت برنامهریزی کنند و به شما انعطافپذیری برای تولید قطعات متغیر بدون استخدام برنامهنویس میدهند .
برای استفاده از جوشکاری TIG رباتیک، به یک سلول جوشکاری رباتیک کامل نیاز دارید. چه برای یک ربات همکار و چه برای یک ربات سنتی، یک سلول معمولاً شامل موارد زیر است:
بازوی ربات جوشکاری.
منبع تغذیه جوشکاری TIG
مشعل TIG به همراه مواد مصرفی مونتاژ شده.
میز جوشکاری مناسب برای نصب فیکسچر.
جیگ و فیکسچر.
سیستم استخراج دود.
سیستم تغذیه سیم سرد یا گرم.
منبع تغذیه برای گاز محافظ.
سیستم خنککننده آبی برای مشعل (در صورت جوشکاری با آمپر بالا).
پردههای جوشکاری برای محافظت کارکنان کارگاه از قرار گرفتن در معرض قوس الکتریکی.
محفظه ایمنی (برای رباتهای همکار لازم نیست).
یک آویز آموزشی یا روش دیگری برای تعامل با ربات.
برای خودکارسازی جوشکاری تیگ یا هر فرآیند دیگری، هدف این است که به ربات یک مسیر جوش آموزش داده شود و ربات با تنظیمات جوش تعیین شده، مشعل را کنترل کند.
یک ربات جوشکاری معمولاً نیاز دارد که اپراتور به معنای واقعی کلمه بازوی ربات را بگیرد و آن را به ابتدای جوش منتقل کند. سپس، در یک رابط کاربری نرمافزاری یا رابط کاربری دیگر، تنظیمات جوش را تنظیم کند. در مرحله بعد، بازوی ربات جوشکاری را به انتهای جوش منتقل کند و در نرمافزار کار را تمام کند.
با این حال، TIG یک فرآیند پیچیده است. حتی با یک ربات همکار، چالشهای برنامهنویسی زیادی وجود دارد.
جوشکاری تیگ (TIG) پیچیدهتر از فرآیندهای جوشکاری مشابه است. تنظیمات و متغیرهای مشعل زیادی دارد. شما اغلب باید عوامل متعددی را در نظر بگیرید، به خصوص برای آلومینیوم و فولاد ضد زنگ.
شما باید از یک کاپ TIG مناسب برای اتصال، محل قرارگیری و شکل مناسب تنگستن، جریان گاز محافظ مناسب برای اندازه کاپ و نوع اتصال استفاده کنید و همچنین به سیم پرکننده اضافه شده و نحوه جریان آن با اتصال توجه داشته باشید زیرا جداگانه اضافه میشود.
و حالا، باید در نظر بگیرید که چگونه نرمافزار را به طور مناسب مطابق با سختافزار تنظیم کنید . به عنوان مثال، اگر میخواهید ورق نازک فولاد ضد زنگ را جوشکاری کنید، معمولاً از TIG پالسی استفاده میکنید. استفاده از تنگستن تیز شده با زاویه ۱۵ درجه به پروفیل ذوب کم کمک میکند تا از ورود گرمای بیش از حد جلوگیری شود. اما، اگر جریان پیک پالسی شما خیلی زیاد باشد، نوک تنگستن تیز شده میتواند جوش را فرسایش داده و آلوده کند.
طبیعتاً اگر از ربات استفاده میکنید، نمیخواهید تمام مدت از آن مراقبت کنید . بنابراین، اگر تنگستن فرسایش یابد، ربات جوشکاری را با قوس نامطلوب ادامه خواهد داد.
این فقط یک نمونه از چگونگی همکاری نرمافزار و سختافزار در جوشکاری TIG است. برای درست انجام شدن همه چیز، بین مشعل، تنظیم سیم پرکننده، موقعیتیابی مشعل ربات و منبع تغذیه، رفت و آمد زیادی وجود دارد.

جوشکاری TIG رباتیک تقریباً برای همه کاربردهای جوشکاری TIG دستی و موارد دیگر قابل استفاده است. برخی از برجستهترین صنایع جوشکاری TIG رباتیک عبارتند از:
هوافضا
دفاع
دریایی، به ویژه قایقها و قایقهای تفریحی لوکس
ساخت ورق فلزی
نیمههادی
غذا و نوشیدنی
حمل و نقل
این صنایع به کیفیت جوش استثنایی نیاز دارند. بنابراین، جوشکاری TIG یک انتخاب سنتی بوده است.
جوشکاری تیگ (TIG) دقت بالا، جوش عالی و خلوص جوش را فراهم میکند. این ویژگیها برای صنایع با ارزش بالا یا صنایعی که استانداردهای جوشکاری سختگیرانهای دارند، بسیار مهم هستند.
با این حال، با یک ربات جوشکاری MIG مناسب، میتوانید جوشهایی شبیه به TIG تولید کنید که کاملاً قابل اعتماد باشند و همان استانداردهای مشتری/صنعت TIG را برآورده کنند.
در حالی که جوشکاری TIG هنوز به طور گسترده مورد استفاده قرار میگیرد، جوشکاری MIG به لطف اتوماسیون، بسیاری از کاربردهای TIG را به خود اختصاص داده است. MIG بسیار پربازدهتر و استفاده از آن آسانتر است. بنابراین، اغلب شاهد استفاده از MIG رباتیک در بسیاری از تأسیسات ساخت و ساز خواهید بود.
جوشکاری TIG یکی از بهترین فرآیندها برای جوشکاری آلومینیوم است. جوشکاری آلومینیوم TIG با ربات/کوبوت میتواند نتایج بسیار خوبی داشته باشد، اما چند نکته وجود دارد که باید در نظر گرفته شود:
به دلیل مقاومت الکتریکی پایین سیمهای جوشکاری تیگ (TIG) برای آلومینیوم، استفاده از این روش توصیه نمیشود. بنابراین، نمیتوانید از آن برای افزایش سرعت جوشکاری و رسوبدهی استفاده کنید.
شما باید از استارت HF برای آلومینیوم استفاده کنید، بنابراین به رباتی با محافظ HF نیاز خواهید داشت.
جوشکاری قوس الکتریکی با جریان متناوب رباتیک برای آلومینیوم به مهارتهای اپراتوری بیشتری نیاز دارد.
اگر مشعل TIG ربات برای نزدیک شدن به محل اتصال خیلی بزرگ باشد، ممکن است به دلیل کاهش پوشش گاز محافظ، دچار نقص جوش شوید. آلومینیوم به آلودگی بسیار حساس است.
جوشکاری رباتیک آلومینیوم DC TIG جوشهای کدر و نامطلوبتری نسبت به AC TIG ایجاد میکند و نیاز به تمیزکاری اولیه جوش قابل توجهی دارد.
چه میشد اگر میتوانستید جوشکاری آلومینیوم را با تکرارپذیری کامل و بدون مواجهه با این مسائل مربوط به فرآیند، خودکار کنید؟
جوشکاری فولاد ضد زنگ به روش TIG چالش برانگیزتر از آلومینیوم است زیرا این فلز تحمل گرمای زیاد را ندارد. بدتر از آن، فولاد ضد زنگ گرما را در خود نگه میدارد. اجازه نمیدهد گرما در هوا پخش شود و این باعث میشود قطعه بیش از حد گرم شود.
جوشکاری TIG رباتیک میتواند به مدیریت گرما کمک کند زیرا یک ربات میتواند در ورودی گرما بسیار دقیق باشد. به طور خاص، جوشکاری TIG پالسی میتواند برای فولاد ضد زنگ بسیار مفید باشد. TIG پالسی حداقل ورودی گرما را تضمین میکند و از اکسیداسیون بیش از حد جوش، تغییر شکل قطعه و از دست دادن مقاومت در برابر خوردگی در فولادهای ضد زنگ آستنیتی جلوگیری میکند.




24 تیر 1404

25 تیر 1404

26 تیر 1404
29 تیر 1404

31 تیر 1404

02 مرداد 1404

17 مرداد 1404

20 تیر 1405

21 تیر 1405

21 تیر 1405

19 مرداد 1404

27 مرداد 1404

04 اسفند 1404
04 اسفند 1404

04 اسفند 1404

09 آبان 1403

17 تیر 1405

17 تیر 1405
مشاهده بیشتر

23 تیر 1404

23 تیر 1404

23 تیر 1404
23 تیر 1404

23 تیر 1404

24 تیر 1404